I’m surprised at myself that I’ve never written about Little’s Law. It’s one of those things we lean geeks love to trot out to show that…we’re lean geeks.
This article gives a quick background of Little’s Law. As the article says, Little’s Law (and equation) has been translated to the manufacturing setting thus:
One of my own maxims regarding lean implementations is that, if a company goes into a lean implementation with its primary goal that of cutting costs…it will fail. Sadly, too many managers and practitioners disagree. Essentially, they just don’t understand the economics of lean. They tend to look at the wrong end of the transaction between seller and buyer.
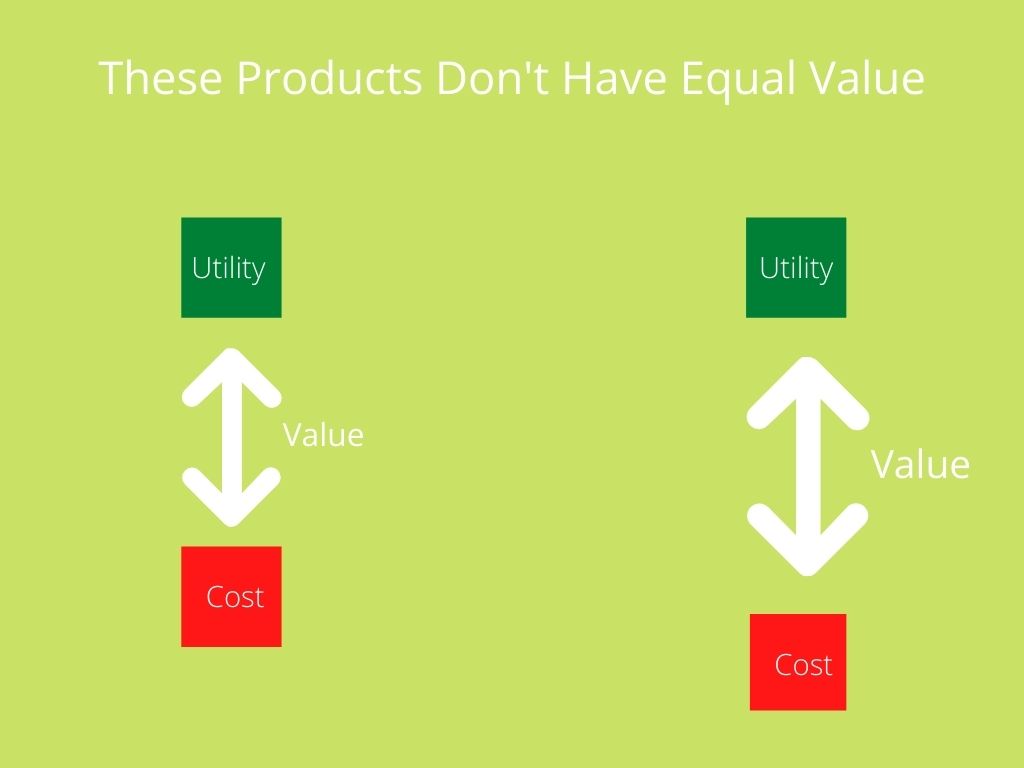
The wrong interpretation of lean economics leads us to believe that the best way to get customers is to reduce our own cost structure. That might be true if what we’re selling is a commodity that can’t be differentiated in the market. If we’re both selling a product or service that can’t be differentiated, then the customer will certainly buy from the one of us who has the lower price. Even in that narrow situation, we’re better off seeing the customer as striving to maximize his or her value. If the customer can’t discern which of our products provides the greater value, it’s rational to base the buying decision on price. The buyer’s decision looks like this:
Here’s the thing: If we’re differentiating our product on price alone, it’s easy for our competitors to follow suit and price their products below ours. Now we and our competitors are tied together in a race to the bottom that neither of us is likely to win given that we can’t reduce our costs or our prices to zero. But that’s what “lean as cost reduction” tries to do.
The better strategy, then, is to differentiate one’s own products and services in ways that it’s difficult for competitors to emulate. That’s exactly what lean does. Let me make this clear: lean doesn’t provide strategic advantage by allowing the manufacturer to lower costs. It provides strategic advantage by creating organizational capabilities that allow the manufacturer to provide increased utility to the customer.
I once facilitated a value stream mapping team at a steel making company here in Ohio. A team member asked me to provide a definition of lean. He said: “I’ve been to all sorts of seminars and heard all sorts of definitions but I still don’t think I understand what it’s all about.”
I responded, “I don’t have a concise definition but here’s how lean works: What’s the lead time that you quote when a prospective customer calls?”
“About twelve weeks,” replied the engineer.
“And I bet you hit that every time, right?”
The engineer chuckled, “It’s considered a success if we fulfill the order in sixteen weeks. We’ve taken as long as 36 weeks to fulfill an order.”
So, I asked, “If we could hit that twelve week mark consistently, would that help the company, even if we didn’t reduce our costs by a nickel.”
“Without question, our sales would increase.”
I went on: “So, let me ask this…if we could consistently hit an eight week turnaround time and still not take a nickel out of our costs, would that benefit us?”
The engineer’s quick reply: “We would control the market.”
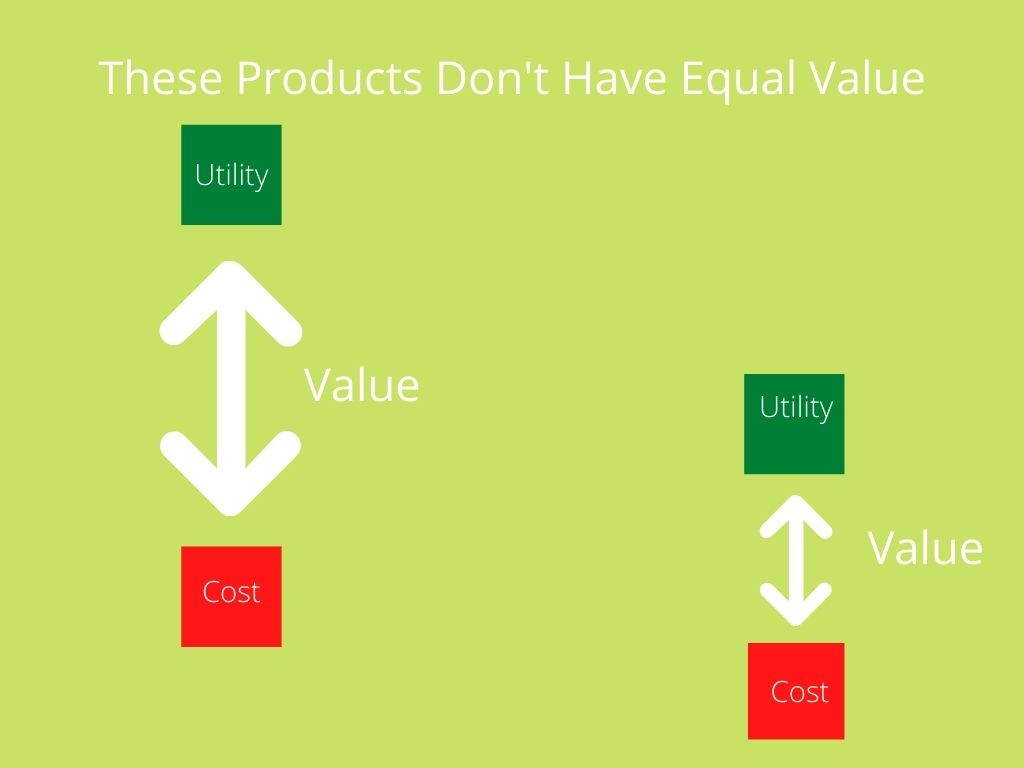
The conversation illustrates, in a nutshell, the true economic value of lean: it differentiates the product and service on factors other than cost. Though our price is the same, perhaps even a bit higher, than that of our competitors, the customer sees more utility, therefore, more value in our product. In this case, the buyer’s decision looks like this:
Whence comes this superior value, even if the cost might be higher? The truly lean organization provides, to customers, what they want, how they want it, when they want it consistently. Customers don’t worry whether they’ll get their product on time (if at all), in the right quantity (if at all), or if it will meet their expectations and standards. This reliability differentiates the lean manufacturer from its competitors. Lean, then, is a top line strategy rather than a bottom line strategy.
“But,” you might reasonably ask, “doesn’t lean, in fact, reduce the manufacturers cost of goods by reducing waste in processes?” The answer, of course, is yes. We’ll address that in our next article.
This is the first in a series of short videos that will review my take on the goals of Lean. Spoiler Alert (sort of): You’re not going to hear anything about cost cutting!
First, let me say that nothing that follows is intended to disparage Industry 4.0. Digital technology has the potential to change manufacturing for the better in many ways.
That said, there has been a lot being written about Industry 4.0. Much of what’s been written is confusing. There aren’t any clear, widely agreed upon definitions as to just what Industry 4.0 is in the first place. One article I read stated that there are more than 100 different definitions of Industry 4.0 in the literature.
This means that it’s difficult to discern just what Industry 4.0 is and what it is not. I’ve seen a wide array of examples of what Industry 4.0 is. I’ve come to conclude that the thermostat on my dining room wall is as good an example of Industry 4.0 as exists; without any intervention on my part, that thermostat senses the temperature in my house and turns the furnace on. When the ambient temperature gets up to a certain point, that same mechanism turns the furnace off. If anything qualifies as a “smart” system, this should.
So, is this what Industry 4.0 is all about? Many of the reports I’ve read say as much. And that’s OK; helpful technology doesn’t have to be based on the latest and greatest digital advances. In fact, applications of simple technologies might provide as much or more benefit than those of more advanced technologies.
Let me provide another example of a “self regulating system” (a term I see often in the literature) that doesn’t involve any advanced technology at all. A client had a cell that assembled components for their product. The cell assembled about eight different versions of the components. All versions went to the assembly lines, where the final product was put together.
Prior to the company’s lean initiative, work orders from Production Scheduling told the cell what version to make, how many, and when. Quite simply, this approach didn’t work. For example, the assembly lines would be short of Version 1, while stacks of Versions 2 and 3 sat in inventory. Still, Production Scheduling would direct the cell to make more of Versions 2 and 3.
Then the company changed its approach. It bought some racks to put into the cell. Sections of the racks were labeled so that containers of the different versions of the component went to specific sections of the rack, i.e., containers of Version 1 components always went to the same section and so on for all eight versions.
The cell was given these instructions: When you see a section is empty, make more of that version. When the section is full, quit making it. Period. The computer that fed the daily work orders from Production Planning was…turned off.
The new process was self regulating. It used no technology more advanced than shelves and labels. More importantly, it was effective in keeping the lines running while reducing work in process inventories. And it did so better than the legacy “computer-driven” system did.
Is this, then, an argument against Industry 4.0? Not at all. It is an argument for taking a close look at all your processes and engaging your employees in simplifying and improving those processes before you invest heavily in technology that might not pay off for years, if at all.
Years ago, I worked with a company that extruded PVC conduit. One plant was experiencing high scrap rates. A bit of analysis showed instances where a line ran eight hours of scrap before it was shut down. When a team looked into the problem further, to ask why the extruder wasn’t shut down immediately when scrap was being made, it found that the lead techs needed time to figure out what was wrong and then to make corrections.
Let’s stop for a moment and consider what the Industry 4.0 solution might be. Sensoring the extruders so that material temperature, extruder speed, and other relevant variables were constantly monitored and sent to motor controls that changed machine parameters so that perfect pipe was always produced was a possibility. Installing controls that stopped the equipment when scrap was being produced was another possibility.
The plant operators and leads came up with a less expensive, less complex solution: A lead would work on an extruder that was producing scrap for no more than two hours. If he or she hadn’t solved the problem within two hours, the extruder was shut down for maintenance to do a complete inspection and review. Period. Scrap at the plant dropped significantly because there were no more “eight-hour scrap runs”.
Most of the waste, delays, scrap, and errors that occur in your operations aren’t due to lack of appropriate technology. They are due to poorly designed systems and bad practices. Your supervisors and operators are far more aware of the both the sources and consequences of problems in the processes in which they’re embedded than are a whole posse of hardware and software experts. Teach your associates the fundamental principles of lean manufacturing, show them some examples of it, and turn them loose. Once you’ve done that, your applications of Industry 4.0 will be all the more effective.
I just got a request via my website contact form. Here’s what I was asked:
“I was wondering if you could help me locate a business that is far along in their Lean journey. I would like to take some employees to visit the plant if they accept tours.”
I was talking recently with a very smart distribution manager at one of my clients. We’ve been very involved with Workplace Organization and Visual Management all over the organization and especially in manufacturing. That fits my usual modus operandi.
The manager was telling me that his folks are getting a bit bored with these phases and are starting to wonder what the purpose of all this “lean stuff” is given that a strong focus on Workplace Organization doesn’t do much for them in the warehouse.
I just started reading Rude Awakening: The Rise, Fall, and Struggle for Recovery of General Motors, written by Maryann Keller. It was published in 1989, so it’s not a new book by any stretch. A lot has happened to GM in the past 31 years. But it’s an interesting read for anyone interested in learning more about how big companies manage to screw things up in spite of having lots of resources at their disposal.
At any rate, the book discusses the bad days at the nearby (to me) Lordstown plant back in the 1970’s. That led me to the interwebs to learn more about all that, where I found the 1973 documentary Loose Bolts. (Click on this link.)
It’s about 30 minutes or so long and worth a viewing. The production values aren’t great but the interviews with some of the workers and supervisors at the plant are interesting to hear, especially given that they took place shortly after the three-week strike at the plant.
As one learns more about the conditions and management approach at Lordstown, it’s hard not to conclude that GM purposefully created intolerable conditions expressly for the purpose of engendering a strike.