

Lean efforts will be successful to the degree to which we have operational excellence in the shop. Inventories and costs will decrease to the extent that we can reduce downtime, scrap, delays, scheduling problems, die problems, and equipment problems. There’s no value in a value stream mapping and no good in pushing a pull system unless we also address those problems that will keep them from being effective. Supervisors and operators need to be actively involved in problem solving.
First, you need to make certain that the metrics selected by the Steering Committee are posted throughout the shop in as many locations as are needed to assure that everyone can find and see them easily. You also need to have a commitment to keeping these metrics updated regularly. It might be weekly or monthly, even quarterly in some cases (although, if a metric is updated only quarterly, I’d have some questions as to how important it really is), but when I see lean metrics that are six months old, I get a clear picture as to leadership’s commitment to the process. That’s the easy part.
A bit harder is collecting real time information about problems as they arise at each press and operation. It takes attention and discipline by both operators and supervisors. But it’s worth the effort.
You should be using visual factory methods to gather the data. This means you are going to post a chart or form of some sort near each operation. It’s difficult to provide a chart that will work for every condition but we’ll show you the format used by one of our clients and explain how it is used.
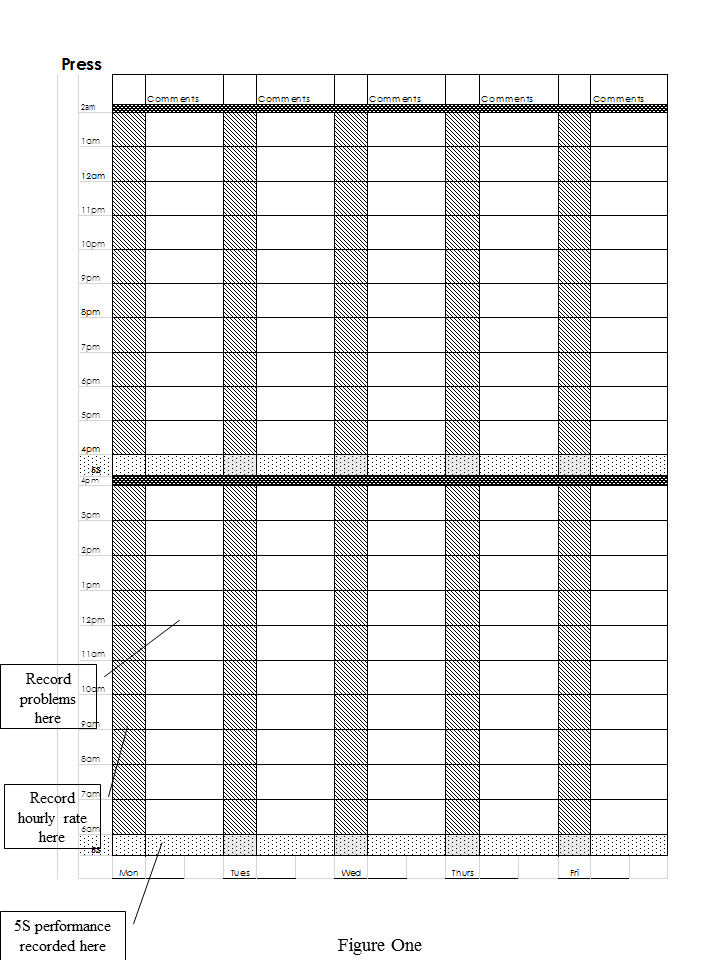
This chart was made for each press at the metal stamping shop. The charts are large (about 1.5’ by 3’) and are posted weekly on a pegboard attached to the work station next to each press. We told operators that we want to be able to see the chart (and what they put on it) from 15 feet away. It’s important that the chart and its contents be very visual. Operators updated the chart when they stopped to make their hourly quality checks.
It’s very important that any information gathering procedure you use be very “operator friendly”. Asking them to record lots of numbers and statistics that are only of interest to upper management is not the way to go. Think through any chart you ask the operators to use and get their input. The goal isn’t to get every piece of data that you think might possibly be of interest some time in the future. My experience is that the first chart you put out will go through several revisions before you get something that works well for everyone. The goal is to provide a real time signal to operators and supervisors when problems occur and to get them addressing those problems in real time.
In this case, the operators were asked simply to put a “-“ in the gray box for any hour they were under rate, an “x” when they made rate (plus or minus 5% or so) and a “+” when they were above rate. Anytime the operator put a “-“ in the gray box, he or she also wrote a comment as to what was going wrong or what problems were occurring. If the operator made or exceeded rate, no comments were needed. That’s it; just a quick check mark and a comment when things weren’t going well.
Again, remember that the charts need to be large and visual. They need to be easy to operators to fill out and easy for supervisors to see, read, and interpret. They can be used for gathering historical data but that is NOT their primary value. They are to be used for real time problem solving. Don’t make them so elaborate or try to capture so much data that the operators get frustrated.
We’re going to discuss the use of the charts in more detail next month but some of you might already be skeptical about them. You might be wondering, for example, if operators resisted the charts. I’ve used them in a variety of settings, including union shops and have never gotten overt resistance by operators to filling out the charts. They might fill them out wrong or incorrectly but a friendly reminder always gets them back on track.
But will operators fill the charts out honestly? I’ve never seen any trouble with that. If supervisors are checking the charts regularly throughout the day, it’s too easy to catch any “fudging of the facts”. The supervisor who is paying attention shouldn’t have any trouble catching discrepancies, whether it’s an operator who says he’s making rate when he’s not or another operator who making up problems to write down when he’s not making rate. (My experience is that operators, if anything, are honest to a fault on the charts; I’ve seen comments next to poor production hours like, “Too tired”!) If anything, the charts give the operators a way of communicating and getting immediate help with problems that have been frustrating them for a long time but haven’t been addressed by management.